【発泡スチロール】赤字から黒字へ。現場改善のすべてを公開
社長の悩み
原価高騰の波が直撃し、直近2期連続で赤字。創業70年を迎えた老舗企業が、岐路に立たされていた。
課題は2つあった。
- 厳しい経営状態の打破:材料費の上昇が続く中、利益が出る体質に変えたい
- 次期経営層の育成:次世代を担うリーダーが育っていない
「現場を変えたいが、何から手をつければいいかわからない」。そんな状況からのスタートだった。
弊社が目指した姿
単なるコスト削減ではなく、現場から経営を変える改善を根付かせることを目指した。
半世紀以上変わっていない製造の考え方を変えるには、知識やマインドの変化が必要だ。そのため、社内セミナーを重点的に実施し、リーダーの心構えとプロジェクトマネジメント手法の習得を並行して進めた。
現場を見て、気づいたこと
問題の根本は、高度経済成長期から続く「設備を止めるな」という思想にあった。
上流工程から下流工程への押し込み生産が常態化し、工程は仕掛品であふれていた。上流と下流が連動していないため、工程の異常や過不足が見えない状態になっていた。
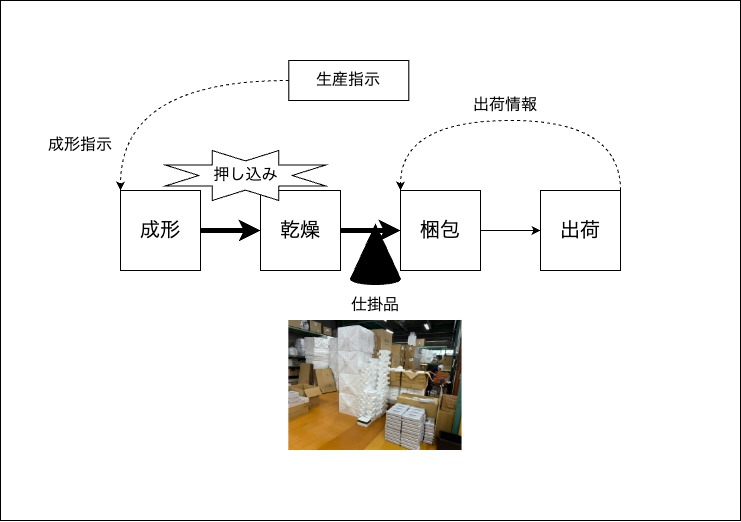
期末在庫の増加、キャッシュフローの悪化、生産スペースの圧迫——これらはすべて、作り方そのものが引き起こしていた問題だった。
についてご紹介いたします。
工夫したポイント
「設備稼働中心」から「売れに合わせた生産」への転換が、最大のテーマだった。
一気に変えようとすると現場が混乱する。
そのため、まずセンターピン(最初に取り組むべき問題)を特定することから始めた。物と情報の流れ図の作成、工程能力の把握、経営者と従業員へのインタビューを通じて優先順位を明確にし、プロジェクトチームを結成。改善をフェーズに分けて着実に進めた。
実施した改善
改善①:出荷の見える化と運搬単位の基準化
出荷管理表を作成し、工場全体が出荷に合わせられる体制を構築。工程間の運搬単位を「持てるだけ持つ」手運搬から「1台車分」に基準化した。
台車のまま次工程へ投入できるようになり、工数を月100時間低減した。
改善②:ロットサイズの半減
成形と梱包間で仕掛品の滞留が常態化していた。出荷ロットサイズに対し、上位3割のロットサイズを半減。仕掛品在庫を250万円相当削減し、床面積50㎡を創出した。
改善③:人材育成・改善風土の醸成
全従業員を対象にムダ取りセミナーを2回開催。5S活動の一環として「赤札大作戦」を実施し、30品目以上の不要物を撤去した。工場長を中心に人材育成・採用・多能工化についても継続的に伴走した。
改善効果
改善プロジェクト開始から1年。
- 黒字化を達成(2期連続赤字から脱却)
- 期末在庫 10%削減
- 活スペース 50㎡創出
- 次期経営層の育成プログラムが進展し、リーダーシップの強化が図られた
社長の声
やってみることの重要性を実感しました。当たり前だと思っていたことが、まずはやってみることで、体感をもって崩すことができました。従業員の考え方も変わってきています。